
Technical Advisory 2013-05A
Asphalt binders manufactured with particulate RTR require a design methodology to maintain homogeneity of the RTR and asphalt blend. Suspension of the RTR particles can be obtained through chemical additives or through physical mixing and agitation systems while the binder is stored prior to use.
Sampling
When sampling RTR binders in the field care should be taken to ensure that the sample is representative of the binder in the storage tank, sample ports on RTR blending systems are usually located on the “reaction” tank, the last tank where the binder will be stored prior to use in the mix. Prior to obtaining samples for testing, some binder should be “wasted” from the sample port into a container large enough to hold a few gallons of material, such as a five gallon bucket. Once the sample port has been cleared of aged binder, the samples for quality control testing purposes can be obtained. The sample can should be labeled before being filled with the project information, material type, manufacturer, production lot, date and time, and name of the person drawing the sample. When multiple samples are drawn at the same time, the number and sequence of the sample should be included (i.e 1 of 6, 2 of 6, and so on).
Sample Containers
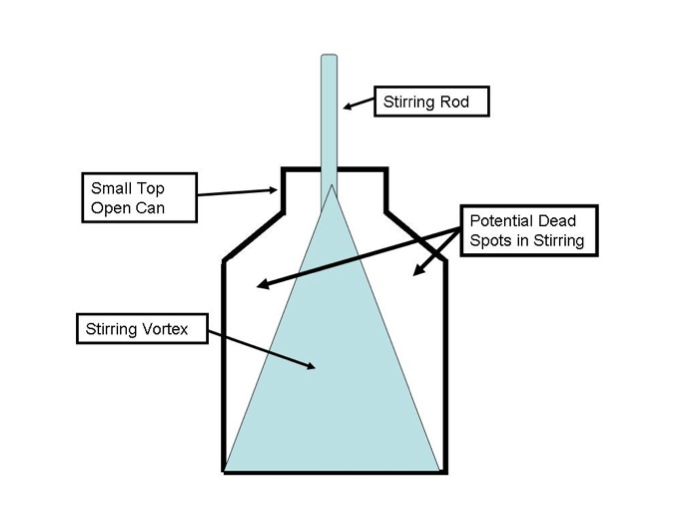
One gallon paint cans with a fully removable lid are commonly used for sample storage and handling. A fully removable lid is needed to ensure that the full volume of the sample can be accessed, observed and stirred prior to testing, (such as with a handheld viscometer), or poured off into a smaller specimen. Stirring the RTR binder in the sample can is representative of the mixing and agitation in the storage tank in the field. Sample cans with limited access to the binder, or small openings on the top should be avoided. If a small opening can is used, the top may be removed with a can opener prior to heating and testing to provide full access to the technician for stirring and observation of the binder.

Reheating Samples for Testing
When samples are reheated in the laboratory, ovens are recommended for use. The lid is loosened and placed on the container for venting of the sample as it is heated to the recommended pouring temperature. When the desired material temperature is reached, the sample should be well stirred prior to pouring off the test specimens. It is recommended to pour all of the testing specimens at the same time to avoid the influence of time and reheating on the original sample material.
Specimen Preparation for Elastic Recovery
Some consideration of particulates in the specimen preparation is necessary. Pouring the material through a sieve for deleterious material is not required as the rubber particles have been intentionally added to the binder for modification and some particles can stick or adhere to the screen even though they are small enough to pass through it. After the specimen for ER has been poured it will be trimmed to size to match the initial specimen dimension requirements. The trimming blade should be heated with the long blade edge facing down. If the long blade edge is facing up, there is more potential to drag, or push particles before they are cut which can lift the specimen in an arch upward with the bottom side of the specimen loosing contact with the mold.
This can cause excess material to be trimmed from the middle of the ER specimen reducing the recovery results.
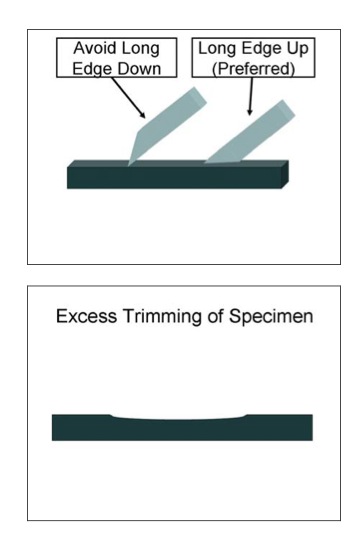
A glass base plate can be used to observe the bottom of the specimen to ensure it has remained in contact with the base, or a light tap on the top of the specimen with a gloved finger treated with a contact release agent. If the specimen has pulled away from the bottom of the plate and material has unintentionally been trimmed from the specimen, a slight trough will be observed .
It should be noted that the test procedure for ER should be the 10 cm pull with an immediate cut. (ASTM D6084 method A with no sieving)
Contacts
Douglas D. CarlsonVice President, Asphalt Products
Liberty Tire Recycling
1251 Waterfront
Place Pittsburgh, PA 15222
602-751-6039
dcarlson@libertytire.com Sam W. Huddleston
AMEC Environment & Infrastructure
Senior Principal/Project Manager
3630 East Wier Avenue
Phoenix, Arizona
85040 602-437-0250, ext. 1243
sam.huddleston@amec.com